



Principles of Test Sieving
Screening is a physical method of separating mixtures. It consists of passing a mixture of particles of different sizes through a sieve or screen. The smaller particles pass through the pores of the sieve and the larger ones are retained by the sieve.
Índice
1. Introduction
1.1 What tells the aperture of the sieve?
2. Types of sieves
2.1 Sieves with metallic mesh
2.2. Sieves with perforated plates
2.3. Sieves with electroformed plates
3. Principles of Test Sieving
3.1 Remarks prior to the sieving procedure
3.2 Preparation of sample material
3.3 Reduction of the sample
4. Sieve methods / techniques
4.1 General notes
4.2 Manual, mechanical, sonic, or air jet sieving
5. Standards
6. Sieve inspection / calibration
6.1 Optical instruments
6.2 Calibrated spheres
6.3 Comparison with a master sieve
7. Factors which affect the analysis results
8. Physical and chemical properties to bear in mind when sieving
9. Testing time
10. End point of sieving
Introduction
Sieving is probably the first method used in particle separation; it was already illustrated in the Egyptian era, and described in 1556 in the work “De re metallica” by Georgius Agricola.
What tells the aperture of the sieve?
Types of sieves
According to the screening media the sieves are divided into three groups:
Sieves with metallic mesh
The metallic mesh is soldered to a frame. This is the classic type of sieve. Generally it is identified by the nominal opening (in mm., if the opening is equal to or above 1.0mm., or in µ when it is below). It may also be identified with the term “Mesh” which indicates the number of openings per English Inch (1” = 25.4mm.). To find the equivalence to the nominal aperture it is necessary to consult the ASTM E-11 standard, which shows the exact size.


Sieves with perforated plates
The metallic perforated plate has either square, round, or rectangular holes, and the plate is soldered to a frame. Normally this type of sieve is used when the holes are 4.00mm. or above.
Sieves with electroformed plates
The plate of this type of sieve is usually made of nickel which has gone through a chemical erosion process. The range of apertures is from 2.00mm. to 5µ. The principal characteristic of this sieve is its high precision; the inconvenience is the price.

Principles of Test Sieving
A sieve separates a specific sample material in two fractions, one is retained by the sieving media (rejected material/oversize), the other passes through the openings (fines). When sieving nonspherical particles the process is more complicated since a particle-size close to the size of the nominal aperture of the sieve is only able to pass if in a favourable position, and it will not pass if it presented to the screen in other positions.
The sieving process may be divided into two phases: first the particles considerably smaller than the nominal aperture are eliminated, secondly the particles of a size close to the nominal aperture are separated. Both phases require that all the particles placed on the sieving media have the opportunity to pass through an opening. Ideally, each particle is presented individually to an opening, as with the larger openings, however for most particle sizes this is impracticable.
The effectiveness of the sieving depends on the sample load (feed) and the type of movement imposed on the sample Ishikawa diagram.
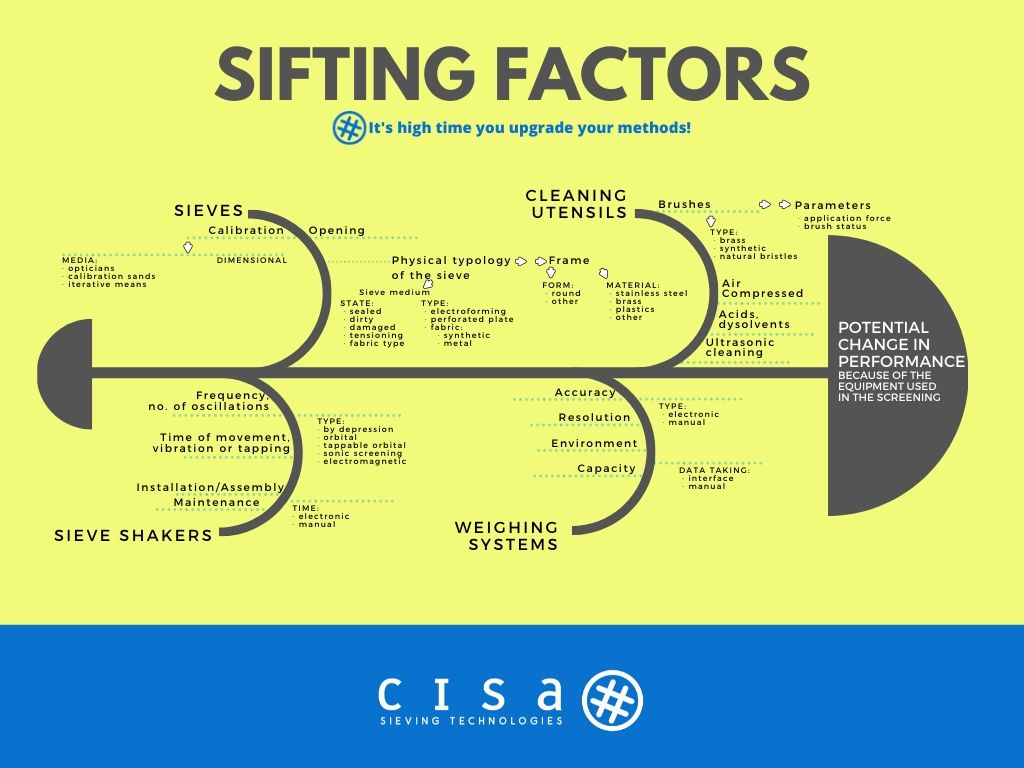
Ishikawa diagram of all factors influencing screening
Remarks prior to the sieving procedure
A wide spectrum of products may be sieved; from the most coarse particles (stones) to the most fine particles (pigments), one different from the other concerning physical and chemical properties. Knowing the properties of a product is very important to understand its characteristics during the sieving.
These characteristics should be registered in the results or granulometric distribution reports. Due to the variety of properties, it is not possible to specify one simple sieving method for all products. To use the most appropriate sieving method it is recommended to consult any international standard related to the product to be analysed. In this respect, the standard ASTM STP 447 B provides an extensive information.
Preparation of sample material
To obtain very precise sieve analysis results the extraction of the sample material must be done with utmost care.
The ideal sampling method is the one that produces the most representative sample from the product it proceeds, and complies with the required specifications of the product.
Reduction of the sample
Generally the original sample is too large for the sieve, and it needs to be reduced. When reducing the sample it is important to assure that the part taken is representative of the original gross sample, and therefore also of the original product.
The samples must be stored to avoid contamination and changes by any medium.
Sieve methods / techniques.
General notes
A sieve analysis consists in delicately placing a sample material on a sieving surface of a specific nominal aperture and separate the material according to its granular properties; using different ways such as shaking, back and forward movements, or by washing the material.
Before the analysis the following conditions must be stipulated:
- Dry or wet sieving.
- The quantity of sieves to be used and their nominal apertures.
- The diameter of the sieves.
- The type of sieve and the geometrical shape when using perforated plates.
Manual, mechanical, sonic, or air jet sieving.
The sieving may be performed either manually or mechanically.
- Manual sieving: Consists in producing a back and forward movement of the sieve, making sure that the sample circulates around on the whole sieving surface, and once in a while a tapping movement to facilitate the passing of the particles retained on the screen because of size.
- Mechanical sieving: Is done with sieve shakers. These shakers may be divided into three groups:
- Electromagnetic: The vibration is produced by means of a coil. Generally, the movement is tridimensional, combining a vertical movement with a rotation of the material to be sifted on the whole surface of the sieve. Advantage: Very suitable for high density products and for wet sieving analysis. Disadvantage: Because of the nature of the vibration it is not suitable for high friability products.
- Orbital: With a motorised drive mechanism a bidimensional movement is produced, but no vibration. Advantage: Very suitable for cylindric and low density particles (e.g.: grains of cereals, rye, etc.) and high friability particles since the movement is soft and does not damage the particles. Disadvantage: It is not suitable for particles with the tendency of agglomerating since it causes the blinding of the screen. Orbital with a tapping movement: This type of shaker combines an eccentric movement with tapping each 2 to 3 revolutions. Advantage: It is the sieving technique most similar to the manual sieving. High level of repetitiveness. Disadvantage: A very noisy device which often makes it indispensable to place it in a specially made enclosure.
- Sonic sieving: This sifter is based on the vibration of a sample by means of acoustic waves at a very low frequency. Advantage: Very quick sieving technique; low level of blinding of screen. Disadvantage: Only suitable for a narrow range of apertures. An expensive technique.
- Air jet sieving: A turbine produces an air jet which sweeps the lower surface of a screen. Advantage: Very quick sieving technique; high level of repetitiveness. Disadvantage: It only allows to analyse one fraction at a time, since a column of sieves cannot be stacked.

Standards.
As mentioned in the introduction, by the end of the 19th century the necessity of a system of openings distributed in geometrical series appeared.
These first series of openings have developed into the current standards of today, which do not only contain the mesh openings, but also other aspects of the sieve like the diameter of the sieve, the material, the inspection system, the range of tolerances, etc.
The ISO 3310.1 and the ASTM E-11 may be emphasised as main standards because of their widespread use.
One of the most common doubts that the buyer of a sieve may have, is to determine the standard according to which the sieve should be manufactured.
This normally depends on the use or the industrial sector in question. For instance, in the pharmaceutical industry the instructions of the pharmacopoeia, based on the ISO standards, are followed.
On the other hand, in the manufacturing of abrasives the most common standard used is the ASTM, as in the analysis of soils.
Furthermore, in the ceramic industry sieves according to the ISO standard are used.
If no superior standard, specifying one or the other standard to use, is found, the manufacturer of the sieve should be consulted.
Sieve inspection / calibration.
Before each inspection the frame and the sieving media should be checked against the light to detect possible faults such as wrinkles, blinding of apertures, dirt, or simply the lack of evenness of the sieving media which may cause the rejection of the sieve.
To measure the precision of the apertures different methods are used to perform the calibration::
Optical instruments.
A quantity of apertures is analysed by means of optic devices such as a profile projector, a microscope, or a system of artificial vision. The last instrument is the one that gives the most exact results because of its high resolution of the images, eliminating the uncertainties associated with the measures taken by an operator.
Calibrated spheres
To calibrate a sieve a pattern of glass spheres with a known granulometric distribution is screened and afterwards the retained fraction is weighed. With the weight of the fraction the aperture of the sieve is known. This calibration method is convenient since it permits the operator himself to carry out the calibration, however, it requires great caution when manipulating the master spheres.
Comparison with a master sieve
This system is very useful when a large quantity of sieves (working sieves) is used, and when the costs of letting an external organisation calibrate all the sieves are too high.
The master sieves must be calibrated perfectly. It is not recommended to use the mater sieves for other purposes than the calibration of working sieves, since the sieves might be rejected. The pattern sieves should be marked as such to avoid confusions, and manipulated and cleaned with great caution.
If more than one group of master sieves is used it is convenient always to use the same sieves. It is advisable to mark each sieve according to its group, since the use of a sieve from another group might lead to mistakes.
Methodology for the calibration of working sieves.
To calibrate working sieves this process is followed:
- Take out a sample and quarter it.
- Sieve one half part of the sample with the master sieve.
- Sieve the other part with working sieve. (If the sieving method is manual the same operator must do the two operations. If a sieve shaker is used, the test specifications must be exactly the same).
- Record the weight of the material retained by each sieve.
- Compare the result of the master sieve with the result of working sieve.
- If the results are not within the determined and permitted tolerances, the sieves must be replaced.
Factors which affect the analysis results.
Defects of sieve: Apertures larger than the nominal aperture as a consequence of the weaving of the cloth, the punching, a sieve badly mounted, or little caution taken when manipulating the sieve.
Sample size: The volume of the sample is influential on the final results. Generally, when using 100mm. diameter sieves 50g. to 100g. sample material is used; with sieves of 200mm. diameter the weight of the sample material is between 100g. to 200g.
Sample preparation: The method of taking the sample is just as important as the sieving itself, since the sample must be representative of the original product. The method depends on the product and its form and substance, whether it is stored in bags, in piles or in a continuous flow.
Physical and chemical properties to bear in mind when sieving
- Friability: Some products may reduce their size during the sieving because of their friability properties. This must be taken into account both during the preparation of the sample and during the sieving.
- Abrasive: Some products are abrasive; when they pass throug the sieve they file down the sieving surface and during prolonged analysis processes they change the size of the apertures. It is recommended to check whether a product is abrasive or not, if so, the precaution to inspect the sieve after each analysis must be taken.
- Hygroscopic properties: Some products absorb humidity, which makes it difficult to get to a point of equilibrium with the laboratory atmosphere. In some special cases it is necessary to manipulate the samples and sieve them with a minimum contact to the atmosphere.
- Particle profile: The duration and the results of the sieving analysis may vary considerably due to the particle profile.
- Adhesion: The spreading of the particles on the sieving surface depends to a great extent on the adhesion properties of the same; the finer the particles the more they tend to adhere.
- Magnetism: The magnetic properties of a product may affect the analysis results because of the reactions between the particles such as agglomeration, or between the particles and the frame such as adhesion.
- Static electricity: Some products generate static electricity during the sieving and therefore stick to the frame which will affect the results.
- Chemical reactivity: Some products may react to the atmosphere or to the materials of which the sieve is made. In this case, the sieve must be manufactured using inert materials. If the problem arises from the contact with the atmosphere, the testing must be performed in an inert atmosphere.
Testing time
Sieving, like all types of particle separation, does not produce an ideal separation. A small amount of particles smaller than the nominal aperture of the sieve stays in the retained sample (e.g. if they are incrusted in larger particles, if they have found apertures inferior to the nominal, etc.). Likewise, particles larger than the nominal aperture may be found in the fraction that has passed through the sieve because of over-dimensioned apertures.
Due to the above mentioned inaccuracy it is not possible to fix the optimal testing time for a determined sieving process.
The time depends on the characteristics of the material, the volume of the initial sample, the intensity of the sieving, the nominal aperture of the sieve, the characteristics of the screening surface, and the environmental conditions.
End point of sieving
If the sieving end point is determined by comparing with previous analysis, it is important to check that the result is not changed significantly due to blinding of the apertures.
For most non-friability products, the end point is found when the volume that has passed through the screening surface during one minute is less than 0.1% of the total volume of the sample.
For friability products, and in certain cases, the sieving end point is determined by carrying out experiments. When checking supplies, both parts (seller and buyer, or different departments of the same company) should fix a testing time to make the comparison of test results possible.
Aperture size: A variation of the aperture size is inevitable due to the repetitive utilisation of a sieve. Over-dimensioned apertures due to this or other reasons are restricted by the different international standards. The sieving process is sometimes complicated by particles with the size of the aperture of the sieve, which blocks the sieving surface, reducing the effective surface of the sieve.
See all our resources




